
超声波焊接机振幅与输出能量关系
2016/7/6 16:10:09点击:
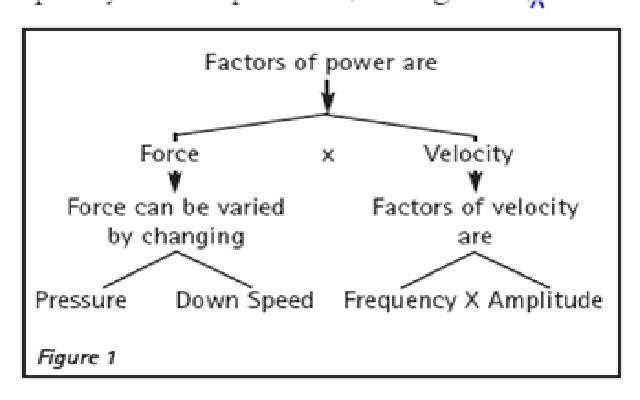
超声波是热塑性塑料材质二次焊接最常用的焊接设备,超声波焊接中有一个关键性的公式:E = P* T,其中E为能量,P为功率,T为时间。而功率为力和速度共同作用的结果,即P≈F*V,其中F为力,V为速度。而力来自压力和下降速度。而速度来自频率和振幅(如下图所示)。
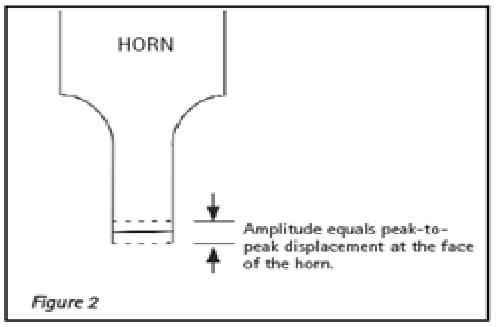
振幅的定义是指焊头的端面在焊接时在长度方向上从一个最低端到一个最高端之间的距离。如图2所示。它对超声波焊接工艺的影响最大,在焊接面之间所产生的热量和振幅的平方存在关系。所以,振幅增加一点或减少一点所产生的影响比其它参数所产生的影响要大,因为焊接的结果被振幅的平方所放大,而比普通的增长影响要大。
可以通过计算换能器、调幅器和焊头对振幅的放大系数来得到(放大系数为振幅的输出和输入的比值)。可以通过把换能器的振幅乘上调幅器和焊头的放大系数来得到焊接模块的最终振幅。(如图3所示),即:
输出振幅(焊接振幅)=换能器基础振幅*调幅器放大系数*焊头放大系数。
图示中使用黑色调幅器,最后的振幅为20微米*2.5*2=100微米。如果使用绿色调幅器,最终的振幅为60微米。

不同的材料和焊接工艺,需要不同的振幅。
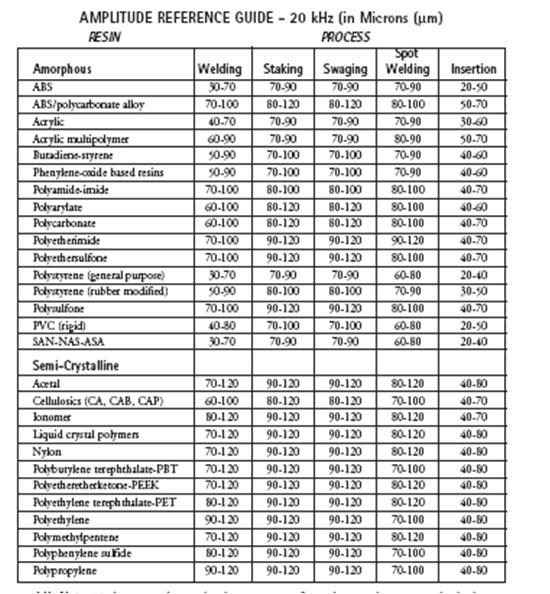
下页有一个振幅的经验数据,可供参考。需要注意的是下表中为20KHz时的振幅经验数据,当频率不同时需要进行转换。
40KHz在经验数据上乘0.6,比如ABS在使用20KHz时所需的振幅为40微米,那在40KHz时为40X0.6=24微米。
30KHz在经验数据上乘0.8。
15KHz在经验数据上乘1.2。
- 上一篇:超声波塑料焊接机模具横波现象分析 2016/7/8
- 下一篇:超声波塑料焊接工艺的应用 2016/7/6
